新闻中心
梯形丝杠加工中的螺纹加工方法
来源:http://www.jngongrun.com/ 日期:2022-04-20 发布人:
梯形丝杠加工中的螺纹加工方法
Thread processing method in trapezoidal lead screw processing
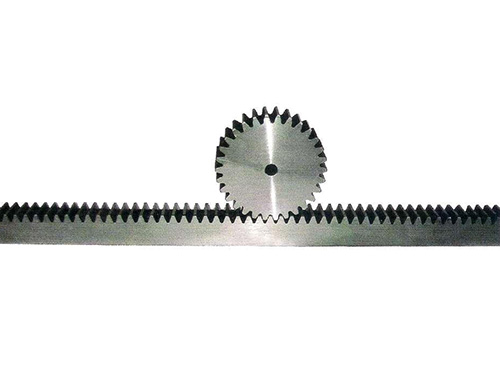
旋风铣削丝杠加工中螺纹与滚花一次完成工艺效率高,成本低,加工精度要求不太高的产品,其结构设计思路、方案有较好的推广应用价值。
In the processing of whirlwind milling lead screw, the thread and knurling are completed at one time. The products with high process efficiency, low cost and low machining accuracy requirements have good popularization and application value.
旋风铣削法是一种效率高的螺纹加工方法,适用于批量较大的螺纹粗加工,其工艺是用硬质合金刀对螺纹进行高速铣削,它具有刀具冷却好、生产效率高的优点。精度要求不高的螺纹,可用此法一次完成切削加工。旋风铣削刀的回转轴线与工件轴线为空间位置关系,交叉角度为β角(等于螺旋升角)。其加工过程包括工件的旋转运动,工件的螺旋轴向进给运动(或刀具进给),铣刀盘上刀刃的旋转运动。
Whirlwind milling method is a high-efficiency thread processing method, which is suitable for rough machining of large quantities of threads. Its process is high-speed milling of threads with cemented carbide cutter. It has the advantages of good tool cooling and high production efficiency. For threads with low precision requirements, this method can be used to complete cutting at one time. The rotation axis of the cyclone milling cutter and the workpiece axis are in spatial position relationship, and the intersection angle is β Angle (equal to spiral rise angle). The machining process includes the rotary motion of the workpiece, the helical axial feed motion of the workpiece (or tool feed), and the rotary motion of the blade on the milling cutter head.

1 零件加工要求
1. Part processing requirements
零件为活动扳手调节开口宽度的螺轮,材料为20号圆钢,牙侧有一定粗糙度要求,切断处螺牙部需要倒角,中间销孔与外圆柱面有较好的同轴度,否则调整时不会灵活自如,甚卡死,为便于大拇指握持拨动,其表面要有平行于轴心线的直纹滚花。
The part is a screw wheel with adjustable wrench to adjust the opening width. The material is No. 20 round steel. There are certain roughness requirements on the tooth side. The screw tooth at the cutting part needs chamfering, and the middle pin hole has good coaxiality with the outer cylindrical surface, otherwise it will not be flexible or even stuck during adjustment. In order to facilitate the thumb to hold and move, its surface should have straight knurling parallel to the axis line.
2 梯形丝杠加工工艺的分析与比较
Analysis and comparison of processing technology of trapezoidal lead screw
丝杠加工原来采用车削加工,工艺路线为:冷拔→滚花→车螺纹→校正→钻孔→切断→倒角,不仅效率低、成本高,且由于小圆钢刚度低,车削、滚花时易变形,小号螺轮不能生产,为此我们设计了旋风铣削丝杠设备,不仅将转速由经验认定的1000r/min左右提升2000r/min以上而且将铣丝滚花一次完成。 其工艺路线变为:冷拔→滚花、铣丝→校正→钻孔、切断→倒角。虽然旋风铣削使小径工件有较大变形(大径件变形较小),但校正也容易。改进后的工艺具有如下特点:
The lead screw was originally processed by turning. The process route is: cold drawing → knurling → thread turning → correction → drilling → cutting → chamfering. It is not only low efficiency and high cost, but also due to the low stiffness of small round steel, it is easy to deform during turning and knurling, and the small screw wheel can not be produced. Therefore, we designed a cyclone milling lead screw equipment, which not only increased the rotating speed from about 1000r / min determined by experience to more than 2000r / min, but also completed the milling and knurling at one time. Turn it into milling and chamfering → turn it into cold drawing and chamfering → correct it. Although cyclone milling causes large deformation of small-diameter workpiece (small deformation of large-diameter workpiece), it is also easy to correct. The improved process has the following characteristics:
相关新闻 /RELATED TO RECOMMEND
滚动 vs 滑动:导轨丝杠选错,磨损翻倍、维护成本直接飙升
2026-03-13
导轨丝杠:人形机器人直线运动核心,一步稳不稳全看它
2026-03-13
拒绝卡顿、损耗!导轨丝杠,决定设备精度与寿命的核心关键
2026-03-13
导轨丝杠:被德日卡脖子半世纪,国产终于打破高精度垄断
2026-03-13
导轨丝杠:机床精度的核心内功,制造破局不靠低价靠硬功
2026-03-13
直线模组选型难?吃透导轨丝杠这篇就够了
2026-03-13
导轨丝杠卡死、精度下降?避开这些坑,少走半年弯路
2026-03-13
一文读懂《传动技术基础(滚珠丝杠)》:滚珠丝杠的结构+精度+选型
2026-03-13
导轨丝杠硬核解析:行星滚珠丝杠,机器人的精密“超级肌肉”
2026-03-13
机器人关节的核心密码:导轨丝杠方案,解锁灵巧运动新可能
2026-03-13
导轨丝杠新方案揭秘:反向式结构突破,解锁线性执行器精准应用新场景
2026-03-13
导轨丝杠选型避坑:滚珠丝杠不追贵,适配设备才是核心王道
2026-03-13
相关产品 /RELATED TO RECOMMEND