新闻中心
滚珠丝杆、直线导轨的安装方法流程
来源:https://www.jngongrun.com/ 日期:2022-07-05 发布人:
滚珠丝杆、直线导轨副作为一种高精度的功能部件,它的安装精度有一定的要求,否则就会影响它的工作性能,降低它的使用寿命。下面对它的安装方法做一下介绍。
As a high-precision functional component, the installation accuracy of ball screw and linear guide rail has certain requirements, otherwise its working performance will be affected and its service life will be reduced. The following is an introduction to its installation method.
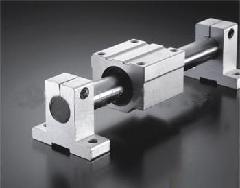
(1)一般的安装方法如图1所示,机座的导轨安装面配有安装基准板,用一个装有千分表的夹具沿基准板移动,并使千分表的测头接触导轨的侧面,调整导轨拧紧螺钉。这种方法使用普遍,满足一般加工条件的要求,但在一些精度要求比较高的场合,如在测量机上使用时,这种安装方法精度不易保证。下面介绍一种相对较适用的高精度的安装方法。
(1) The general installation method is shown in Figure 1. The guide rail mounting surface of the base is equipped with an installation reference plate. Use a fixture equipped with a dial indicator to move along the reference plate, make the probe of the dial indicator contact the side of the guide rail, and adjust the guide rail to tighten the screws. This method is widely used and meets the requirements of general processing conditions, but in some occasions with high accuracy requirements, such as when used on measuring machines, the accuracy of this installation method is not easy to ensure. The following describes a relatively applicable high-precision installation method.
(2)水平误差的高精度安装方法
(2) High precision installation method for eliminating horizontal error
此安装方法是利用制作的具有相同的直线度误差的夹具为基准,使安装后的两根直线导轨具有相对于线对称的误差 而滑块上所固定的工作台能把对称的误差抵消,从而实现工作台运动的高精度。
This installation method uses the fixture with the same straightness error as the benchmark, so that the two installed linear guides have symmetrical errors relative to the center line (as shown in Figure 2), and the workbench fixed on the slider can offset the symmetrical errors, so as to achieve high accuracy of workbench movement.
1、 其中应用的夹具的加工方法如图3所示,两个夹具一起加工就会有相同的直线度误差,即形成如图3(b)所示的对称形状,以它们为基准安装滚动直线导轨时就把自身的直线度误差复制给滚动直线导轨。安装后,因为滚动直线导轨副系统的误差均化功能,使得工作台的运动精度显著提高。
1. The processing method of the applied fixture is shown in Figure 3. When the two fixtures are processed together, they will have the same straightness error, that is, they will form a symmetrical shape as shown in Figure 3 (b). When the rolling linear guide is installed based on them, their own straightness error will be copied to the rolling linear guide. After installation, because of the error homogenization function of the rolling linear guide rail pair system, the motion accuracy of the workbench is significantly improved.
2、安装过程如图4所示,先用夹具安装两根滚动直线导轨中的任意一个,显示了安装过程中的某时刻,然后用同时加工的另外一个夹具以同样的步骤安装另一根滚动直线导轨。若只有一个夹具,则可将其反转180°后再使用,只要使夹具的安装基准面对称即可。
2. The installation process is shown in Figure 4. First install either of the two rolling linear guides with a fixture. Figure 4 (b) shows a certain time in the installation process, and then install the other rolling linear guide with another fixture processed at the same time in the same steps. If there is only one fixture, it can be used after reversing it by 180 °, as long as the installation reference of the fixture is symmetrical.
3、在由此方法所安装的滚动直线导轨装置中,用自动准直仪测定了两根滚动直线导轨上的滑块的轴向偏移 (滑块相对于X轴、相对于Y轴方向左右的水平振动),及滑块支撑的工作台的轴向偏移,并绘成图(图5的a、b、c)。行走行程是20mm(横轴),纵轴是偏移的角度。图5a的滚动直线导轨一侧的偏移轨迹与图5b的滚动直线导轨的偏移轨迹大致线性对称。图5c工作台的行走轨迹图显示lr偏移很小。可以忽略不计。
3. In the rolling linear guideway device installed by this method, the axial offset of the sliding blocks on the two rolling linear guideways (the horizontal vibration of the sliding blocks relative to the x-axis and the y-axis direction) and the axial offset of the worktable supported by the sliding blocks were measured with an automatic collimator and plotted (a, B, C of Fig. 5). The travel distance is 20mm (horizontal axis), and the vertical axis is the offset angle. The offset track on one side of the rolling linear guide in Fig. 5A is approximately linearly symmetrical to the offset track of the rolling linear guide in Fig. 5B. Figure 5C the walking track of the workbench shows that the LR offset is very small. Negligible.
4、在用前面介绍的一般的安装方法安装滚动直线导轨的情况下,偏移的测定结果如图5中d、e、f所示。滚动直线导轨分别设置各自一侧时,如果不压安装基准板的基准面对滚动直线导轨的形状进行矫正,各滑块的偏移与前述方法的结果相比会很大。若没有反转直缘,基于滚动直线导轨的轴向的形状误差(安装精度误差),各滑块的偏移的轨迹成同倾向,而没有对称。因而,干涉效果与本文所提的方法相比变小,工作台较大的偏移不能忽略不计。
4. When the rolling linear guide rail is installed with the general installation method described above, the measurement results of offset are shown in D, e and F in Figure 5. When the rolling linear guide rails are set on their respective sides, if the reference surface of the mounting reference plate is not pressed to correct the shape of the rolling linear guide rail, the offset of each slider will be very large compared with the results of the above method. If there is no reverse straight edge, based on the axial shape error (installation accuracy error) of the rolling linear guide, the offset trajectory of each slider tends to be the same without symmetry. Therefore, the interference effect is smaller than the method proposed in this paper, and the larger offset of the workbench cannot be ignored.
(3)垂直误差的高精度安装方法 与上述的方法相似,同时加工两个夹具然后放在机座安装面与滚动直线导轨之间作为基准进行安装,即可垂直误差。图6为一个垂直误差的高精度安装方法的示意。
(3) The high-precision installation method to eliminate the vertical error is similar to the above method. The vertical error can be eliminated by machining two clamps at the same time and then placing them between the mounting surface of the machine base and the rolling linear guide rail as a benchmark for installation. Figure 6 is a schematic diagram of a high-precision installation method to eliminate vertical errors.
(4)使用注意问题 使用此类方法后摩擦力改变,局部接触应力增加,影响导轨使用寿命。在预加载荷低于0.1C的条件下在精度要求高的场合如测量机中使用。
(4) Precautions for use: after using this method, the friction changes, and the local contact stress increases, affecting the service life of the guide rail. When the preload is lower than 0.1C, it is recommended to be used in occasions with high accuracy requirements, such as measuring machines.
- 上一篇:组成滚珠丝杆模组的配件具有哪些作用
- 下一篇:直线导轨的工作原理是什么?
相关新闻 /RELATED TO RECOMMEND
导轨丝杠选型必看!滚珠丝杠研磨级VS轧制级,选错多花冤枉钱还影响精度
2026-05-04
导轨丝杠选型避坑!滚珠丝杠为何普遍不加减速机?附电机驱动选型案例
2026-05-03
滚珠丝杆装配错1步=精度报废,导轨丝杠精密装配全流程,零间隙实操指南
2026-04-27
导轨丝杠:精密传动界的扛把子,聊聊滚珠丝杆的那些事
2026-04-24
导轨丝杠:滚珠丝杠副冷却结构设计及温升影响分析
2026-04-22
导轨丝杠选型避坑,梯形VS滚珠丝杆核心区别,90%从业者都选错
2026-04-20
导轨丝杠装配避坑!全流程实操详解,80%的故障源于装配不规范,一次达标不返工
2026-04-13
导轨丝杠 | 滚珠丝杠避坑指南!原理吃透不踩雷,高精度传动99%的人都没搞懂核心逻辑
2026-04-08
导轨丝杠选型避坑!四步法精准选型,90%工程师都在用,杜绝动力不足、共振隐患
2026-04-07
别再瞎选导轨丝杠!垂直安装不设防坠,几千斤负载直接砸穿设备
2026-04-06
滚动 vs 滑动:导轨丝杠选错,磨损翻倍、维护成本直接飙升
2026-03-27
导轨丝杠:人形机器人直线运动核心,一步稳不稳全看它
2026-03-26
相关产品 /RELATED TO RECOMMEND